¿Cómo leer una ficha técnica de Masterbatch?
La ficha técnica del Masterbatch contiene el primer control de calidad de tu proceso. Saber leer el carrier, la concentración de pigmento, la temperatura y las normativas evita rechazos costosos.
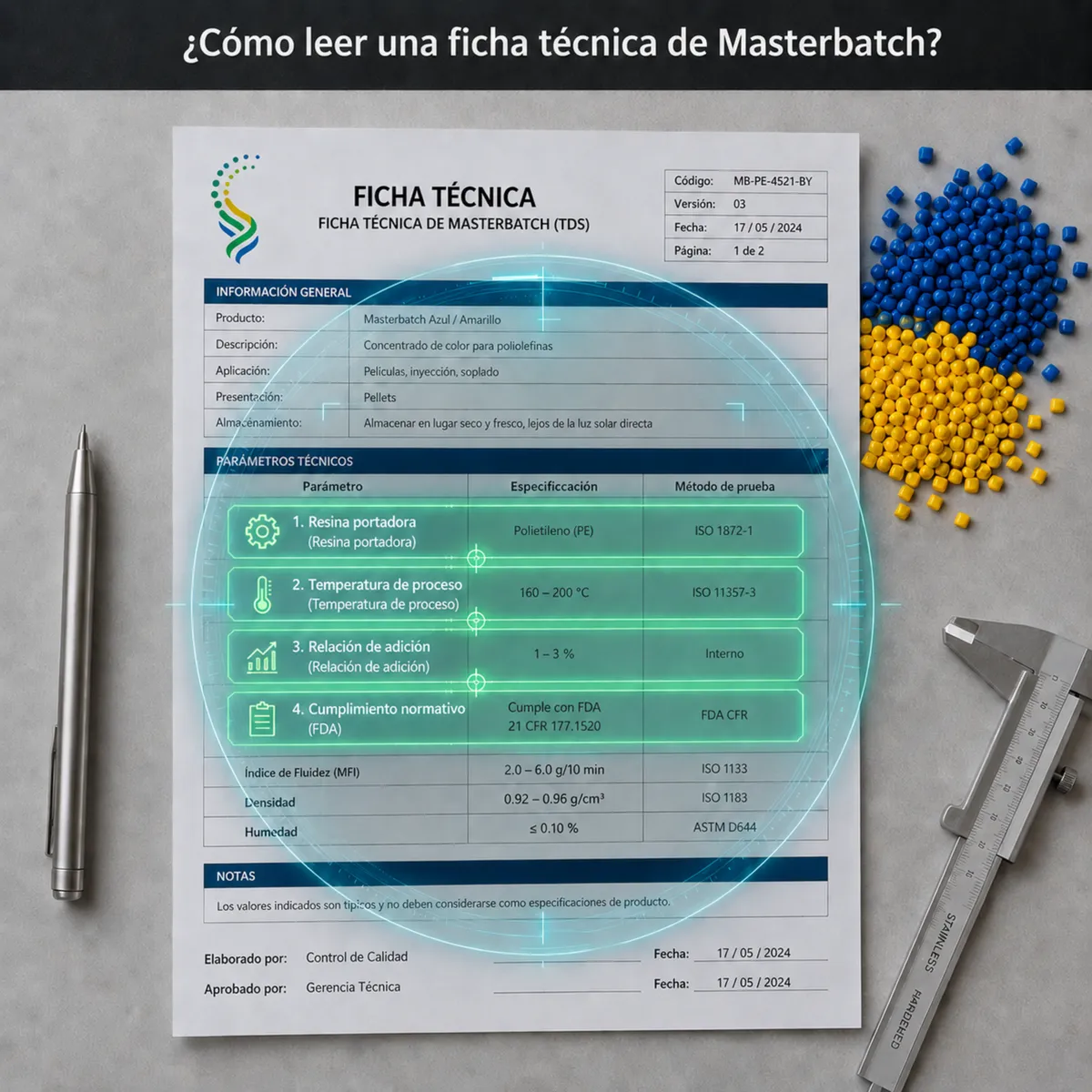
Una ficha técnica de Masterbatch especifica el tipo de resina portadora, concentración de pigmento, temperatura de procesamiento, dosis de uso y compatibilidad con el polímero base. Interpretarla correctamente garantiza color homogéneo, propiedades mecánicas preservadas y cero desperdicio productivo.
En Pigmentos Químicos entendemos que el Masterbatch es mucho más que colorante: es un concentrado funcional de pigmentos o aditivos encapsulados en una resina portadora, diseñado para dispersarse de manera uniforme en el polímero base durante el proceso de transformación. Una lectura incorrecta de su ficha técnica se traduce directamente en defectos de color, degradación del material, rechazos de lote y pérdidas económicas para el transformador. A continuación, analizamos sección por sección los parámetros críticos que todo técnico, comprador o director de planta debe dominar antes de validar un Masterbatch en su proceso.
1. Identificación del Producto: el punto de partida
La primera sección de cualquier ficha técnica contiene los datos de trazabilidad: nombre comercial, código de referencia, número de lote y nombre del fabricante. En Pigmentos Químicos etiquetamos cada producto con un código de identificación único que permite rastrear el origen del pigmento, el lote de producción y la fecha de fabricación. Verifique siempre que el código del documento coincida exactamente con el código impreso en el empaque. Una discrepancia en este punto es una señal de alerta que debe detenerse antes de ingresar el material al proceso.
2. Resina Portadora (Carrier Resin): compatibilidad antes que color
Este es el parámetro más crítico y el más frecuentemente ignorado. La resina portadora define la compatibilidad fundamental del Masterbatch con el polímero base de su producto. Una incompatibilidad de carrier genera problemas de dispersión, manchas, haze (turbidez) en materiales transparentes y debilitamiento mecánico del producto final.
Las resinas portadoras más comunes en Masterbatch son el Polietileno (PE-LD, PE-HD), el Polipropileno (PP), el Poliestireno (PS) y el Tereftalato de Polietileno (PET). La regla general es que el carrier debe ser compatible —idealmente igual o de la misma familia— al polímero que procesa. El error más frecuente en planta ocurre cuando un operador utiliza un Masterbatch de carrier PE en un proceso de PP, generando inclusiones visibles y rechazo de pieza en inspección de calidad.
3. Concentración de Pigmento: dosificación exacta para resultados reproducibles
La ficha técnica especifica el porcentaje de pigmento o aditivo activo contenido en el concentrado, expresado habitualmente como % en peso. Este valor determina directamente la tasa de dosificación (let-down ratio) que se debe configurar en la mezcladora, dosificadora gravimétrica o tolva de la máquina de transformación.
El let-down ratio estándar en la industria varía entre 1 y 5% sobre el peso total del polímero base, dependiendo del nivel de concentración del Masterbatch. La recomendación técnica es siempre hacer pruebas de color en condición productiva real antes de validar el ajuste definitivo, ya que la geometría del tornillo extrusor, la temperatura de fundición y el tiempo de residencia afectan la dispersión final.
4. Temperatura de Procesamiento: la ventana de trabajo del Masterbatch
Cada ficha técnica especifica el rango de temperatura de proceso recomendado, indicando una temperatura mínima (para asegurar fusión completa del carrier) y una temperatura máxima (para prevenir degradación térmica del pigmento o del polímero base). Superar la temperatura máxima puede causar cambio de tono (amarillamiento, viraje de color), migración de pigmento a superficie, generación de gases y, en casos extremos, descomposición del sistema de aditivos. Respetar esta ventana de proceso es la garantía de color batch-a-batch.
5. Propiedades Físicas y Requisitos de Almacenamiento
Esta sección incluye el índice de fluidez (MFI o MFR, medido según ISO 1133), la densidad aparente, la forma del pellet (cilíndrico, esférico, lenticular) y las condiciones de almacenamiento. El MFI del Masterbatch debe ser compatible o ligeramente superior al del polímero base para garantizar la integración homogénea en la mezcla.
Los Masterbatch pigmentados son especialmente sensibles a la humedad. La absorción de agua puede generar burbujas, rayas y pérdida de transparencia en el producto final. Las condiciones recomendadas son: temperatura entre 5°C y 30°C, humedad relativa inferior al 65% y protección contra radiación UV directa.
6. Información de Seguridad y Normativas de Cumplimiento
La sección final de la ficha técnica debe incluir la referencia a la Hoja de Datos de Seguridad (SDS/MSDS), las declaraciones de cumplimiento regulatorio aplicables —como REACH EU 1907/2006, RoHS, FDA 21 CFR para contacto alimentario— y las restricciones de uso. Para aplicaciones en contacto con alimentos, envases médicos o juguetes, el cumplimiento normativo no es opcional: es un requisito legal y de responsabilidad del fabricante del producto final.
¿Qué significa el let-down ratio en una ficha técnica de Masterbatch?
El let-down ratio es la proporción de Masterbatch que se mezcla con el polímero base para lograr el color o efecto deseado. Se expresa como porcentaje y depende directamente de la concentración de pigmento especificada en la ficha técnica.
¿Puedo usar un Masterbatch de carrier PE en un proceso de PP?
En general, no se recomienda. La incompatibilidad entre el carrier PE y el polímero PP puede generar problemas de dispersión, manchas y pérdida de propiedades mecánicas. Siempre verifique la compatibilidad en la sección de resina portadora de la ficha técnica.
¿Qué ocurre si proceso el Masterbatch por encima de la temperatura máxima especificada?
Superar la temperatura máxima puede degradar el sistema pigmentario, generar cambio de tono, migración de aditivos y formación de gases. El resultado práctico es variabilidad de color entre lotes y posibles rechazos de pieza.


